

ギアの不良検査装置
ギアの不良を検出
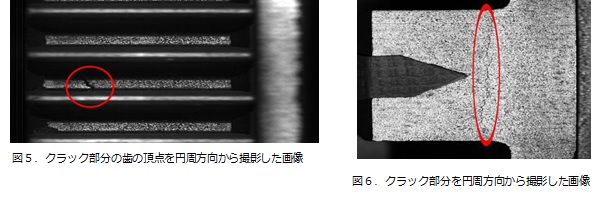
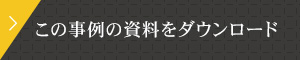
ギアは重度の力が掛かる為、製造時にクラックや欠けがあると致命的な欠陥になります。
これらの異常は、製造時の検査で検出する事が必須です。
本検査装置は、ギアのクラックや欠け等をラインセンサカメラ及びレーザーによる光切断で
検出する装置です。
機能概要
・レーザーを利用した光切断方式を採用し、カメラで取得したプロファイルデータを使って、
インラインでの3次元測定を行います。
・リアルタイム検査:バッチ検査により、インラインでの良品/不良品の判別後、
搬送側へ不良品の排除信号を出力します。
・クラックや欠けを長さ、幅、深さ等条件を指定して精度の高い検査を行います。
システム仕様
| 項目 | 仕様 | |
| カメラ部 | インターフェース | GigE Vision |
| ピクセルサイズ(µm) | 5.5×5.5 | |
| センササイズ(mm) | 2/3" (対角12.75) CMOSIS CMV2000 | |
| 解像度(H×V pixel) | 2048×1088 | |
| フレームレート最大(fps:8bit/RAW) | 360プロファイル | |
| 出力フォーマット(bit) | 3D専用データ | |
| シャッタースピード(s) | 12.6μ-0.349 | |
| レーザー光源 | 青色(400~420nm) | |
| データ | プロファイルデータ | |
| 検査処理部 | 処理方式 | 光切断による検出 |
| 測定対象物と検出内容 | ギアの歯面に対するクラック及び打痕 | |
| 測定精度 | 検査スピード15.27㎜/S の場合、クラック幅30μ以上検出 |
処理の流れ
撮像⇒歯面情報切出し⇒形状検査⇒断面検査⇒判定結果⇒良品・不良品信号出力
形状検査の製品
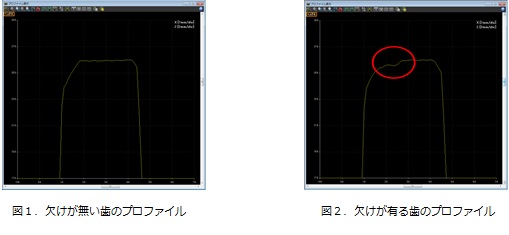
1.カケの検出
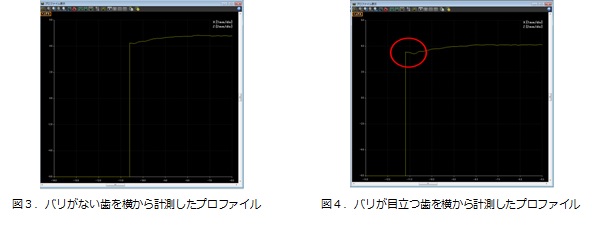
2.バリの検出
3.クラックの検出