

パワーステアリングギア検査装置
パワーステアリングギアの幅計測
パワーステアリングギアの歯先と歯底の幅計測を行う検査装置です。
機能概要
- シャフトの溝のある面を正面からレーザープロファイラ、エリアセンサカメラで撮像し、歯先と歯底の幅を測定します。
- シャフトの中心付近と、端の方をそれぞれ撮像します。
- レーザープロファイラではラインスキャンの方向がシャフトの溝と交わる方向でスキャンします。
- エリアセンサカメラではシャフトを横向きに撮像します。
システム仕様
| レーザープロファイラ | エリアカメラ | 照明 | レンズ |
| サンプリング周期:最速16μs | 2/3型プログレッシブスキャンCCD 有効画素数:2456(H)×2058(V) 画素サイズ:3.45×3.45μm 有効撮像サイズ:8.473(H)×7.100(V)mm |
LED白色バー照明 | 焦点距離:12mm 絞り範囲:F1.6~16 最短撮影距離:100mm |
| ヘッド:繰り返し精度高さ:1μm、幅:20μm | ー | ー | ー |
| プロファイルデータ間隔(幅):100μm)、基準距離:200mm | ー | ー | ー |
| X方向測定範囲(溝に対して直角):FULL(62mm)全体を一度に撮像するにはヘッド4台分程度必要。 | ー | ー | ー |
| Z方向測定範囲(高さ):SMALL(±24mm)ヘッドから200mmが0位置 | ー | ー | ー |
| 受光感度特性:高ダイナミックレンジ2露光時間:960μs | ー | ー | ー |
| 光量制御:AUTOピーク検出感度:4 | ー | ー | ー |
| 無効データ補間点数:0 ピーク選択:NEAR ピーク幅フィルタ:OFF撮像モード:標準 |
ー | ー | ー |
処理の流れ
撮像⇒歯面情報切出し⇒形状検査⇒断面検査⇒判定結果⇒良品・不良品信号出力
形状検査の製品
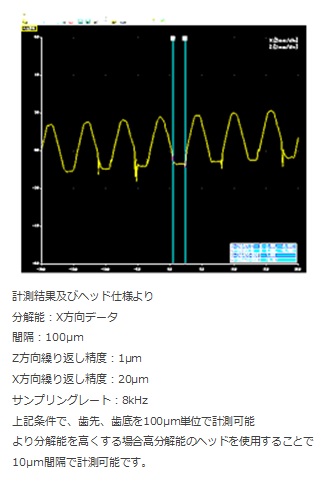
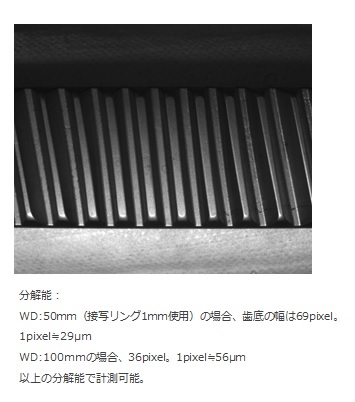
1. レーザープロファイラによる計測
2. エリアセンサーによる計測
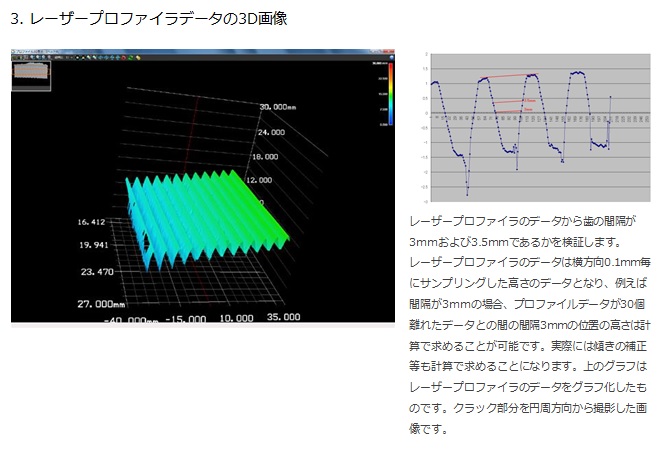
3. レーザープロファイラデータの3D表示画像
※上記事例は参考事例です。お客様のご要望がございましたら、お問合せ願います。